




鈑金加工中的重要工序,粉末靜電噴涂世界上粉末靜電噴涂設備于962年由法國的SAMES公司研制成功,此后粉末靜電噴涂技術在迅速發展,正逐漸取代溶劑型涂料涂裝技術。從事噴涂行業的都知道靜電噴涂設備流水線所噴工件表面的漆層其均勻度、光澤度以及附著力均比普通手工噴漆尤佳。同時靜電噴漆不論是普通噴漆、油性和磁性的調和漆、過漆、氨基樹脂漆、環氧樹脂漆等都可以噴,操作簡單,且比一般氣噴能節省50%左右的油漆。噴涂時通常要求氣壓高,漆粒細,速度快。但氣壓過高,則會破壞電力的作用。應根據所用油漆涂料品種、涂裝現場和待涂工件等的不同,而選擇相適應的漆壓和氣壓。





鈑金加工工序特點有哪些呢工序集中與分散的應用工序集中與分散各有其特點,應根據生產綱領、零件結構特點及技術要求條件和產品的發展情況等因素來綜合分析。例如,大批大量生產結構較復雜的零件,適合采用工序集中的原則,可以采用改裝通用設備或采用機床、多刀、多軸自動機床以提高生產率;對一些結構簡單的產品如軸承生產,也可采用工序分散的原則。

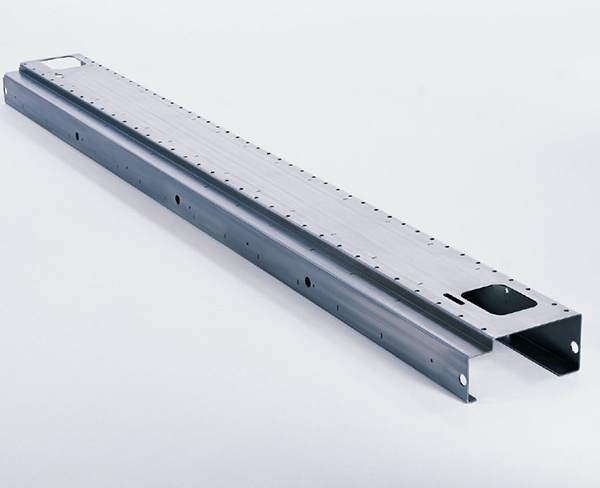
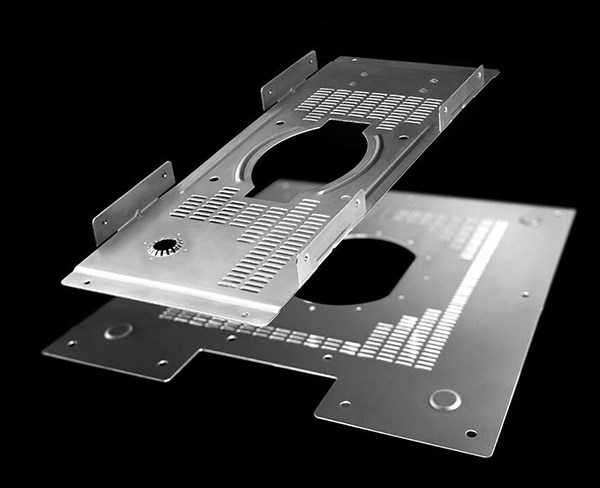
在進行鈑金加工時還需要注意幾個問題,首先工作人員在加工之前要先對材料進行檢查,并將材料展開以備加工使用,材料的展開方式要正確,這樣在加工時可以節省材料,也可以達到加工目的,在加工期間也要注意間隙的選擇方式以及材料的包邊效果等。進行鈑金加工期間,工作人員應該對生產流程和加工方式有所了解,這樣才可以更好的完成加工任務,并保證工件生產質量。鈑金加工是包含傳統式的激光切割下料、冷沖壓生產加工、彎壓成型等方式 及加工工藝主要參數,又包含各種各樣冷沖壓模具構造及加工工藝主要參數、各種各樣機器設備原理及控制方式 ,還包含新沖壓模具技術性及新技術新工藝。


 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


